SYNOPSIS
The float equipped Challenger II was conducting a take-off from a small lake into a 15 mph wind. Immediately after lift-off at full power (6300 rpm) the tachometer rpm began fluctuations of about two hundred rpm above normal take-off rpm. The rpm increased momentarily and would then return to slightly above normal take-off values. The fluctuations lasted about 2 seconds followed by a sudden and complete loss of thrust and an engine overspeed in excess of 7000 rpm.
The aircraft was accelerating through about 42 mph in a shallow climb attitude at a height of about 30 feet and in a high drag (take-off flap) configuration when the thrust failed. The aircraft immediately entered the stall regime and began to mush towards the lake surface at a steep angle that resembled a helicopter autorotation. The pilot was able to control a slight nose-up wings level mush attitude to impact just short of the rugged shoreline. Total air-time was less than 10 seconds.
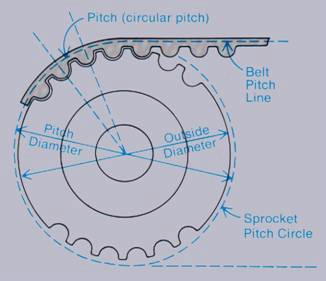
Shoreline witnesses stated that the aircraft appeared to descend very steeply, then it disappeared in the splash. One witness thought the aircraft had actually crashed and ran to contact rescue authorities. The aircraft remained afloat and was towed back to its base. FACTUAL INFORMATION The PowerGrip System is described by the manufacturer as providing positive slip-proof engagement by the belt teeth meshing smoothly with the sprocket grooves. To better understand this report from a Challenger user/maintainer's perspective:The belt teeth are termed "cogs" in accordance with common Challenger terminology. The sprocket has protrusions which resemble teeth that extend between the sprocket grooves. These protrusions are termed "teeth" in this report. The popular, and incorrect belief is that these sprocket teeth drive the belt. The positive engagement of the semi-circular belt cogs with semi-circular grooves in the drive sprocket is what drives the belt. It is therefore essential that the belt be tensioned to properly seat the belt cogs firmly into the grooves. The sprocket "teeth" would be better described as spacers between the sprocket grooves. RESEARCH It was found that a substantial amount of information is available on the care and maintenance of the Rotax 503 aircraft engine. Specific information on the Challenger reduction drive belt inspection, tolerances, system components, serviceability, tensioning procedures, tension values and belt care is sparse to non-existent. When a drive belt fails, the loss of thrust is instantaneous and virtually without warning. Drive belt failure, unlike a number of engine failures, provides no obvious warning of an impending failure except through detection during a knowledgeable pre-flight belt drive inspection. Information on the care and handling of belts prior to installation was also found to be sparse or non-existent. Warnings not to mishandle (crimp) the belt are placed on one particular equivalent brand of belt in 5 languages. There was no such warning on the failed belt. The normal fashion for a synchronous belt to fail is by loss of cogs. Any other failure is abnormal. The shearing of belt cogs can be caused by excessive shock loads applied to the belt. Belt performance is generally unaffected in ambient temperature environments of -30°F to 185°F but can occur under extreme low temperature startup conditions. If a belt is removed and reinstalled to run in the opposite direction, accelerated wear will result from a mismatch of the established wear pattern. They are not date stamped but have a shelf life of about 8 years without a reduction in performance. One manufacturer's policy is to not ship drive belts to suppliers more than 5 years after belt manufacture. A mandatory or suggested belt in-service life imposed by manufacturers was not found. Instructions supplied with the aircraft re-drive state that the belt should last 200 hours or more but recommends replacement after 100 hours or 2 years in service. During industrial application GT belts reportedly achieved a service life of several thousand hours prior to routine replacement. GT2 belts have not been on the market long enough to establish a service life profile. Synchronous belts continue to evolve with material technology and construction design. The first generation (1988) Gates PowerGrip HTD® belt subsequently evolved into an improved PowerGrip GT® version. The GT belt has a modified cog profile resulting in complete cog flank contact that eliminated stress concentrations and cog deformation under load. This greatly increased belt life and resistance to ratcheting. The Gates PowerGrip GT2® version was introduced in February 2000. It features a longer and more robust life and, with its redesigned deep cog profile, is capable of transmitting up to 200% more power than previous PowerGrip GT and PowerGrip HTD belts. When tested against competitors belts at sprocket speeds up to 9000 rpm the GT2 belt outlasted the competitors belts more than two to one. As patented belt designs expire numerous generic versions enter the marketplace. There are presently at least 12 different brands of synchronous belts on the market. A recently introduced belt features a small lateral groove along the face of the cog. The purpose of the groove is to allow the release of trapped air and to reduce noise generation. QCU, manufacturer of the Challenger Ultralight, was requested to provide the research data or to provide the foundation for the imposition of their 100-hour, one-year-in-use limitation placed on the re-drive belt. The stated belt limitations imposed by QCU in the Challenger 50 Hour Inspection Report was found to be arbitrary and without foundation. The QCU imposed belt limitations remain unchanged despite technological advances in belt design and durability. The 880 8M 85 synchronous belt used on the Zenair 601 is about an inch wider and 6 inches shorter than the 960 08M 50 belt used on the Challenger. Belt life is projected to be a minimum of 500 hours of operation utilizing a Subaru 100 hp 4-stroke engine at 4500rpm. While utilizing pre-G2 belt technology and design, Zenair belt usage to 850 hours is commonplace in applications up to 200 horsepower. There is no specific calendar limitation imposed on the belt. One reported premature belt failure occurred with indications that the belt was not tensioned or tracked correctly. Information on belt tensioning procedures is apparently not provided with the re-drive system. "V" belts depend on friction to transmit power. V-belt applications such as that used on the Challenger cooling fan sustain normal wear during service and become "loose". The common perception that fan belts stretch with wear is only partially correct. The belt shoulder is compressed, burnished and worn during use causing the belt to become thinner and hence "looser" on the pulley. If the Challenger pulley is not compressed through shim removal, the belt will eventually slip in the pulley while under load. A Challenger fan belt with 150 hours logged in service was examined and found to be virtually the same length as the new replacement however the used belt was 2 mm narrower at the shoulder. Synchronous belts function under a different principle than V-belts. The synchronous belt itself may wear and stretch only minimally. It is absolutely essential that the prescribed pre-tension value be maintained as well as the system drive sprocket integrity and sprocket alignment (tracking). The pitch of the belt is the distance between the center of each cog measured on the pitch line (see diagram below). The Challenger belts have an 8mm circular pitch. If the belt stretches with age and use, there is a corresponding belt pitch change. The pitch change allows a mismatch to be generated between the face of the sprocket groove and the driven side of the belt cogs. This mismatch creates increased friction between the two surfaces thus accelerating cog wear and sprocket wear. Evidence of this wear manifests itself at the driven shoulder of the belt cogs and at the shoulder of the drive sprocket groove. In extreme cases, evidence of belt facing material may be exhibited on the drive shoulder of the sprocket grooves. Over-tensioning the belt can impose higher than design bearing and shaft loads and lead to reduced belt and bearing life. When the belt is severely under-tensioned an inherent self-tensioning characteristic is generated by belt circumferential force against the sprocket grooves. Since the groove face is inclined, the belt slides up the groove while under load which in turn increases overall belt tension. The increased tension leads to increased stress on the cogs, accelerated cog wear and reduced belt life. The sprocket groove and cog combination will take the path of least resistance and the cogs will ride high on the sprocket grooves and teeth or even ratchet by them while under high torque load such as during take-off. In due course, the drive
sprocket will either damage or shave off belt cogs in just a few revolutions of the belt.
Ideal belt tension is the lowest amount that properly seats the belt in the sprocket grooves during maximum loading at all points around the drive. One method for measuring the ideal tension employs a sonic measuring device the size of a cell phone. This device operates on the transverse vibration of strings theory which holds that a belt, when strummed like a guitar string, vibrates at a specific natural frequency based on its tension, mass and span length. During research into this event, the formula to calculate belt drive pre-tension values was entered into a computer using the manufacturer's engineering software. The engineering formula was entered into the computer using the application data of a Gates Powergrip 960-8M-GT-50 belt driving an industrial ventilator propeller powered by a Challenger engine using re-drive parameters. (Gates does not endorse application of its product on aircraft). Using a 30-tooth, 3.01" DRIVER sprocket and a stock 80-tooth, 8.02" DRIVEN sprocket (the Challenger uses a 78-groove DRIVEN) with a 10" center distance, the computed slack side belt deflection was 0.150" (about 5/32") with an applied belt deflection force of between 27.52 and 29.39 pounds for a new belt and 23.78 to 25.65 pounds for a "used" belt. The computed sinusoidal wave frequency, or Sonic Tension Value, for a properly tensioned used (Challenger) GT belt is between 156 and 163 Hertz. Also determined was a handy rule-of-thumb tensioning method which could be used by Challenger owners: The belt, at mid-span, should deflect 1/64" for each inch of belt span at about 28 pounds force for a new belt and 24 pounds for a used belt. The Challenger belt span is about 10.25" which amounts to about 3/16" cold belt deflection measured on the slack (exhaust side) span. Synchronous belts cannot be run at unlimited speeds and power. The limitation of a synchronous belt drive system is the sprocket "Rim Speed" which is almost identical to the belt speed. This speed limitation is 6500 feet per minute (fpm) which is much greater than speeds the Challenger 7075-T6 aluminum drive sprocket attains at full power. Above 6500 fpm speeds standard cast iron sprockets can develop cracks and fracture. The actual "belt" limitation of a drive system relates to the tension imposed on the belt by the drive horsepower. The PowerGrip GT2 belt carries a rating of over 120hp at 6500fpm Rim Speed. A random Challenger take-off engine RPM of 6300 was selected and entered into the computer using a 30 groove drive sprocket and a custom 78 groove DRIVEN sprocket The following was determined: Rim Speed 4927 fpm with a prop speed of 2423 rpm and a 633lb. belt pull (Belt Shaft Load). At a take-off RPM of 6500 the Rim Speed is 5084 fpm and a prop speed of 2500 rpm is attained. A new GT belt was installed on the incident aircraft and pre-tensioned to 3/16". The belt felt much tighter than the owner-pilot was accustomed to during his previous pre-flight belt inspections. Because the belt felt "too tight" for bearing life, the rule-of-thumb deflection was increased an additional 1/16" to 1/4" (6mm). The maximum engine rpm attained after installation of the new belt was about 200 rpm more than the average maximum attained prior to the belt failure. Flight tests determined that thermal expansion of the re-drive assembly caused about 2mm additional tensioning (tightening) of the belt. Simply put, a cold belt deflection of 5/16" (8mm) would tighten up to the desired 1/4" (6mm) deflection at normal engine/re-drive operating temperatures. The tachometer rpm fluctuations observed by the pilot during lift-off were caused by ratcheting and/or the initial failure of the first belt cog or cogs. Each revolution of the belt transported the cog-damaged sector toward and past the lower engine sprocket drive. The engine momentarily increased rpm due to lack of shaft resistance until cogs were again in contact with the sprocket drive grooves/teeth. The tachometer rpm indication momentarily increased and decreased each time the cog damaged or cog-free sector of the belt was transported past the sprocket drive. With each revolution of the belt, the cog-damaged sector was enlarged by the overspeeding sprocket drive that damaged or shaved off more cogs. Finally the damaged sector was large enough to allow the engine sprocket drive speed to exceed 7000 rpm. All the remaining cogs were instantly shaved off as they were transported into the speeding sprocket drive; akin to the action of a wood router. It was at this time that all thrust was lost. From start to finish the process took less than 3 seconds.
ANALYSIS
 |
The increase in maximum engine rpm attained, following installation of the new belt, was evidence of the previous belt's mismatch between the cogs and the drive sprocket grooves, due to belt pitch change. The mismatch created additional friction that absorbed engine torque. The float-equipped aircraft was at low altitude, in a shallow nose-up attitude, in high drag configuration just above the stall speed when thrust was lost (the dead man's curve). The aircraft rapidly decelerated into the stall regime. Insufficient height existed to lower the nose to effect a classic stall recovery. Fortunately, the Challenger's stall characteristics allowed the aircraft to mush with substantial elevator and flaperon authority. As a consequence, the pilot had adequate lateral and pitch control throughout the steep descent until splashdown. Had the Challenger possessed classic aircraft stall characteristics the nose would likely have dropped during the stall and in all probability the tip or tips of the floats would have dug in at impact causing the aircraft to flip inverted. |
 |
 (Note about 1/4 inch deflection.) |
FINDINGS
- The engine driven reduction belt failed under high torque at a critical moment during take-off.
- The lower than optimum engine rpm prior to the occurrence was evidence of excessive belt friction.
- The belt failure was caused by inadequate tensioning of the belt.
- The failed PowerGrip HTD belt was an earlier, less robust version of current PowerGrip GT and GT2 belts.
- Synchronous belt manufacturers' prescribed belt tensioning values and procedures are not readily available to aircraft owners, pilots and maintainers.
- The pilot was unaware that minor tachometer rpm fluctuations to above normal values at take-off power indicated imminent belt failure and total loss of thrust.
- There are at least 12 different synchronous belts of varying quality on the market.
- The one-year, one hundred hour service life imposed by QCU on all Challenger synchronous belts is arbitrary.
- For liability considerations, the Gates PowerGrip belt application on the Challenger (and other) aircraft is not endorsed by Gates Rubber Company.
- Direction of rotation should be identified on the belt and that direction should be maintained for the life of the belt.
- The Challenger aircraft's docile stall characteristics averted a potentially serious accident.
Flight Safety Suggestions for Challenger Owners, Pilots and Maintainers
- Discard any old drive belt or those marked "PowerGrip HTD" regardless of the belt's service life.
- During preflight, examine the re-drive belt tension to ensure it does not exceed 5/16in (8mm) deflection when cold. Apply tension pressure with your thumb till it hurts which will approximate about 25 pounds pressure.
- When measuring the belt deflection pull the propeller backwards against engine compression to slacken the belt's slack side.
- During preflight, rotate the propeller and examine all 120 belt "cogs" for excessive wear or damage.
- During preflight, tap or pluck the belt. If it doesn't vibrate, it's probably too loose.
- Periodically examine the belt's neoprene backing for hairline lateral cracking. Cracking is detected most easily where the belt backing is stretched around the lower drive sprocket. Alternatively, examine it around the upper sprocket.
- If any belt damage, excessive wear, or cracking is found, replace the belt immediately.
- Always use smooth throttle handling to reduce the risk of shock load failure.
- If practical, protect the belt from moisture, chemical contaminants and direct sunlight.
AUTHOR
The author spent 23 years as a professional Aviation Safety Investigator (Canadian Aviation Safety Board) and Aviation Safety Consultant (Accident Investigation & Research Inc.). His professional responsibility during this period was to identify aviation safety deficiencies. Determining "WHY" the event happened or "WHY" a component or system failed is part of that process.
The thrust of this Challenger flight safety report was to determine "WHY" the belt failed and to educate Challenger users about the synchronous belt application on their aircraft. Dissemination of this report to Challenger users will hopefully prevent a recurrence of an event that had potentially disastrous consequences.